-
Yeni fabrikamıza taşındık Temmuz 2017,
SOM A.Ş. Temmuz 2017 itibarıyla Temelli / Ankara’da kurulu yeni tesisinde faaliyetlerine başladı.
Haber detayları -
Satranç Dostluk Turnuvası 01.03.2015
Satranç Dostluk Turnuvası 01.03.2015
Haber detayları -
FORD Q1 Ödülü 26 Kasım 2014
Firmamız, Başarılı çalışmaları neticesinde FORD tarafından Q1 ile belgelendirilmeye hak kazanmıştır,
Haber detayları -
TOFAŞ GEZİSİ 06.11.2014
Haber detayları -
TOFAŞ GEZİSİ 23.05.2013
Haber detayları -
VW GROUP PROSES DENETİMİ 16.04.2013
Haber detayları -
SERTİFİKALARIMIZ 01.04.2013
Haber detayları -
FORD MSA DENETİMİ 29.03.2013
Haber detayları -
TOFAŞ LABORATUVAR ONAYI 2012
Haber detayları -
NYCOTE ® Kaplama Lisansını aldık 01.01.2010
Haber detayları -
SOM BURSA ŞUBEMİZ FAALİYETTE 28.05.2009
Haber detayları -
ÜRÜN SORUMLULUK, GERİ ÇAĞIRMA SİGORTALARI DEVREYE ALINDI... 05.03.2009
Haber detayları




Kalite Laboratuvarı
SOM A.Ş. laboratuvarı sürekli olarak müşteri isteklerine ve ISO/IEC 17025 Laboratuvar Akreditasyonu Temel Prensiplerine uygun olarak geliştirilmektedir. Mevcut laboratuvarımızda aşağıda bulunan ekipmanlar ile kalite kontrol ve test faaliyetlerimiz devam etmektedir.
ÇEKME TEST CİHAZI :

Proof Load (Diş Yükü) Testi:
Malzemenin kalıcı şekil değişikliğine maruz kalmaması için taşıyabileceği tatbik yükü gerilmesidir.
Müşteri şartnamelerine (FIAT AUTO 9.52605/1, FORD WE 952, RENAULT 39-02-202) ya da
ISO standartlarına (ISO 898/2 & 898/6) uygun frekanslarda uygulanır.
Somun Genişletme Testi:
Ürünün çalışması sırasında malzemede oluşabilecek çatlakların veya
yarılmalarının kontrolü için uygulanır.
KESME CİHAZI

Mikroskobik incelemeler ve sertlik ölçümü için metalografik numune
hazırlamak amacıyla malzemelerin kesme işleminde kullanılır.
ZIMPARALAMA VE YÜZEY PARLATMA CİHAZI

Mikroskobik incelemelerde yapının daha net görülebilmesi ve sertlik ölçümü için metalografik numune hazırlama tekniklerinden zımparalama ve parlatma amacı ile kullanılır. Parlatma işlemini kolaylaştırmak için öncelikle kaba ve ince zımparalama işlemi yapılır. Zımparalama işlemi mekanik olarak numune yüzeyinden malzeme koparmak şeklindedir. (320-600-800-1000-1200 meshlik zımparalar kullanılmaktadır)
Zımparalama sonucu yüzey pürüzlülüğünü azaltmak için gittikçe incelen tane boyutlarındaki (6 mikron ve 9 mikron elmas pasta) aşındırıcı parçacıklar kullanılarak parlatma işlemi yapılır.
BAKALİTE ALMA CİHAZI

Metalografik inceleme inceleme yapılacak küçük ebatlı ve çabuk aşınan numunelerin
düzgün (yüzeye paralel) bir şekilde zımparalanması, mikroskop üzerine yerleştirilmesi ve
sertlik ölçümü yapılabilmesi için bakalite alınmasında kullanılır.
SERTLİK TESTİ CİHAZI

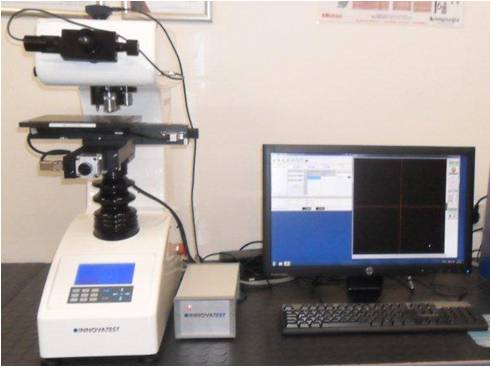
Malzemenin kendisinden daha sert başka bir malzemenin çizmesine,
batmasına (kalıcı şekil değiştirmesine, vb.) karşı gösterdiği dirençtir.
2 adet sertlik ölçüm cihazı ile Vickers (HV), Brinell (HRB) ve Rockwell
(HRC) sertlik ölçüm metodu kullanılmaktadır.
METAL MİKROSKOP

Numune hazırlama metotlarına uygun olarak hazırlanmış
hammaddelerin ve ürünlerin iç yapılarının incelenmesi için kullanılmaktadır.
100X, 250X , 400X ve 1000X büyütmelerde kontrol yapılabilmektedir.
Metal mikroskop ile numunedeki fazların özellikleri, dağılımları,
tane sınırları, porozite, kalıntı ve çatlak gibi çeşitli yapılar incelenir.
PERTOMETRE CİHAZI

Hassas ölçüm yapılması gereken (açı, radyüs, meme çapı, havşa çapı, havşa açısı, meme yüksekliği, vb.) özelliklerin fiziksel ölçümünde kullanılır.
Cihazın mikron seviyesinde büyütme kabiliyeti ile hassas ölçüm gerçekleştirilmektedir.
MAKROSKOP

Ürünlerde imalat yöntemi ile meydana gelmiş (ısı tesiri bölgeleri, yönlenmeler, katmerler) olan yapısal değişikliklerin, çeşitli makro hataların (çatlak, gözenek, boşluk, cüruf kalıntısı, vs.) incelemesinde kullanılmaktadır.
10X, 15X, 20X, 30X ve 40X büyütme altında inceleme yapılmaktadır
TORKMETRE


Kendinden emniyetli kilitli somunların, fiberli somunların ve metal insertlü somunların sıkma ve sökme torklarının kontrol edilmesinde kullanılmaktadır.
Müşteri isteklerine uygun olarak ISO 2320, WE 950 (FORD), 52605.04(TOFAŞ/FIAT), 39-02-207 (RENAULT) şartnamelerine göre kontrol yapılmaktadır.
Toplam 3 adet torkmetre cihazı vardır.
YÜZEY PÜRÜZLÜLÜK ÖLÇÜM CİHAZI

Ürün ve avadanlık ölçümlerinde yüzey pürüzlülüğünün kontrol edilmesi için kullanılmaktadır.
PROFİL PROJEKSİYON

Üretilen parçaların veya tedarikçilerden gelen ürünler
10 kat büyütülerek iki boyutlu hassas ölçümleri profil projeksiyon ile yapılmaktadır.
DİJİTAL MİKROMETRE

Ürün ve avadanlıklarda dış çap ölçümlerinde kullanılmaktadır.
SALGI – YALPA ÖLÇÜM CİHAZI

Somunlarda diş eğriliği ve dişlerdeki yalpa değeri kontrolü için kullanılmaktadır.
YÜKSEKLİK KOMPARATÖRÜ

Dikey mesafe ölçümleri (kaynak memesi yüksekliği, fatura yüksekliği, vb.) için kullanılmaktadır.
FİBER TİTREŞİM TESTİ CİHAZI


Som Civata A.Ş. bünyesinde yapığımız cihaz ile, Fiberli somunların müşteri şartnamesine uygun olarak gevşeme testinin lot bazında tork ile ölçülmesinde kullanmaktayız.
ISO 898-7, FIAT AUTO 9.52605.04 şartnamelerine göre kontrol yapılmaktadır.
ÖLÇÜM İSTASYONU
OPERATÖRLERİMİZİN İLK ONAY VE ARA KONTROL ÖLÇÜMLERİNİ YAPTIKLARI ÖLÇÜM İSTASYONUMUZ

